El procedimiento de acción de varias máquinas de fundición a presión de cámara fría puede no ser completamente consistente según varios requisitos, pero el contenido del proceso a completar, es decir, el procedimiento básico, es el mismo. La Máquina de fundición a presión de cámara fría MT400 producida por YOMATO MACHINERY se da como ejemplo.
El período de ciclo de la Máquina de fundición a presión de cámara fría se calcula al principio del cierre de la puerta. Después de cerrar el molde, el núcleo se inserta antes de bloquear el molde, y luego el cilindro hidráulico de cierre del molde y el mecanismo de amplificación del codo hiperbólico comienzan a trabajar, de modo que el molde se cierra primero rápidamente con baja presión. Cuando la placa de asiento móvil y la placa de asiento con forma se aproximan (el ajuste y la detección de la posición son manejados con precisión por el ordenador con regla electrónica de altísima precisión), el sistema de alimentación del mecanismo de cierre del molde se sustituye automáticamente con baja presión (es decir, fuerza de cierre de prueba) y baja velocidad. Después de confirmar que no hay ningún cuerpo extraño en la cavidad y que los insertos no están sueltos, se cambia a alta presión para bloquear el molde, y luego se tira del inserto del núcleo después de bloquear el molde. El mecanismo de extracción del núcleo está provisto de dos grupos de procedimientos de control para la selección, el primer grupo es la inserción de pre-bloqueo, después de abrir el reajuste del molde; el segundo grupo es después de la inserción de terminación de bloqueo de modo, antes de abrir el reajuste del molde.
Después de confirmar que el molde ha alcanzado el grado de bloqueo requerido, la máquina de sopa se da automáticamente a la sopa (o sopa artificial puede ser utilizado). A continuación, el sistema de eyección a presión empuja el metal fundido en la cavidad de acuerdo con la eyección a presión lenta (es decir, eyección a presión de una velocidad), la eyección a presión rápida (es decir, eyección a presión de dos velocidades) y el movimiento de eyección a presión de tres etapas.
Cuando se determina que el flujo de metal en la cavidad pierde la posibilidad de reflujo de la entrada, de acuerdo con el tiempo de ciclo y el procedimiento de operación establecido en el ordenador, el mecanismo de inserción de extracción de núcleo se extrae y se restablece, a continuación, el sistema se mueve lenta y lentamente para evitar que la extracción de molde dañe el molde y el producto. Al mismo tiempo, la puerta frontal de seguridad se abre automáticamente, entonces el mecanismo de inserción de saca-núcleos y la posición de retorno de saca-núcleos.
El manipulador de recogida está en su lugar, el cilindro hidráulico es empujado fuera de la pieza de trabajo, y el manipulador mantiene la pieza de trabajo de nuevo la posición y lleva a cabo la confirmación de la pieza de trabajo (también puede ser sustituido por el manual de recogida de la pieza de trabajo para tomar el manipulador de la pieza de trabajo). Mientras tanto, el martillo perforador. Después de la determinación de cuerpo extraño en la cavidad del molde, el pulverizador rocía automáticamente el agente de liberación (liberación) (también puede ser rociado manualmente) en la cavidad del molde, al mismo tiempo, el dispositivo de lubricación del punzón se rocía con aceite lubricante para el punzón, y la puerta de la máquina se cierra automáticamente (o manualmente) por el dispositivo neumático, y después de la confirmación, entra en el siguiente ciclo de trabajo.
el proceso anterior puede dibujarse en orden cronológico en un diagrama de ciclo de trabajo de fundición a presión, como se muestra en la figura 1-11.
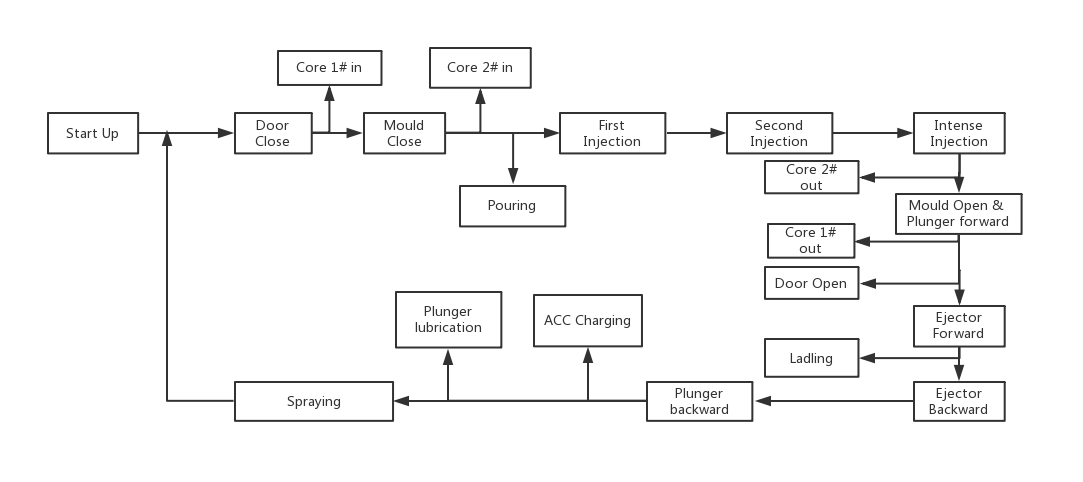 Figure 1-11 MT400 Ciclo de trabajo de la fundición a presión
Figure 1-11 MT400 Ciclo de trabajo de la fundición a presión

Contacto: Sean Jiang
Teléfono móvil: +86-13777149766
Correo Electrónico: [email protected]
Whatsapp:+86-13777149766
Dirección: No.6,Wenjing Road,Jintan Economic Development Zone,Changzhou,Jiangsu,China(213200)
We chat

 English
English Russian
Russian Spain
Spain