Como método de fundición con buena precisión dimensional y alta eficiencia de producción, la fundición a presión se utiliza ampliamente en la producción de metales no ferrosos en las industrias del automóvil, motocicletas, ferretería, juguetes, electricidad, electrónica y otras, y muestra una fuerte tendencia al alza. La selección de la Máquina de fundición a presión es un eslabón importante en la producción de fundición a presión, que tiene una influencia muy importante en la calidad del producto, la eficiencia de la producción, el coste del producto, la gestión de la producción, etc.
1. elegir el tipo de Máquina de fundición a presión en función de las características del producto
1.1 Clasificación del lanzador:
La Máquina de fundición a presión se suele dividir en Máquina de fundición a presión de cámara caliente y Máquina de fundición a presión de cámara fría según el estado de funcionamiento de su cámara de presión. La cámara de presión de la Máquina de fundición a presión de cámara caliente se sumerge en metal líquido en el crisol de conservación del calor, y el mecanismo de fundición a presión se instala encima del crisol de conservación del calor. La Máquina de fundición a presión de cámara fría según su cámara de presión y la posición del mecanismo de chorro de presión, la cámara de presión y la posición del chorro de presión en la posición horizontal se llama Máquina de fundición a presión de cámara fría horizontal, la cámara de presión y el mecanismo de chorro de presión en la posición vertical se llama Máquina de fundición a presión vertical, el chorro de presión vertical en la Máquina de fundición a presión vertical y la dirección vertical del molde se llama Máquina de fundición a presión vertical completa.
1.2 Características de la Máquina de fundición a presión con cámara de calor
La Máquina de fundición a presión de cámara de calor tiene una estructura simple, es fácil de operar y de lograr una producción automática; no hay procedimientos de fundición, el proceso es simple y la eficiencia de producción es alta; hay menos pérdida de calor y menos pérdida de metal; el líquido metálico siempre está en el canal cerrado, las inclusiones de oxidación no son fáciles de involucrar, el líquido metálico que entra en la cavidad es limpio y la calidad de la fundición es buena; la relación de presión y chorro es pequeña y no hay sección de presurización en el proceso; la vida útil de la cámara de presión, el punzón, el tubo de cuello de ganso, la boquilla y otras piezas calientes es corta y el reemplazo no es conveniente.
La producción actual de fundición a presión, máquina de cámara caliente por lo general la producción de fundición a presión de zinc, estaño, plomo y otras aleaciones de bajo punto de fusión y pequeñas, de paredes delgadas de fundición a presión de aleación de magnesio, la mayoría de la fuerza de la matriz de menos de 160 T, más de 400 T pocos. Debido a su característica de conformación, la aleación de magnesio se produce por cámara caliente y cámara fría. La fuerza de cierre del molde suele ser inferior a 650 T..
1.3 Características de la Máquina de fundición a presión de cámara fría recostada:
La Máquina de fundición a presión de cámara fría tiene amplias especificaciones y modelos, amplia gama de adaptación al tamaño del producto y tipos de aleación, operación de producción simple, alta eficiencia de producción, puede estar en línea con equipos periféricos automáticos para lograr la producción automática, control de segmento de carrera de chorro de troquel, el ajuste es fácil de lograr, para satisfacer los diferentes requisitos del proceso de fundición a presión. La desventaja es que la pérdida de calor de la solución de metal es grande, la solución de metal está en contacto con el aire, es fácil involucrarse en inclusiones oxidadas y aire, y se requiere un proceso especial para productos con alta densidad o tratamiento térmico.
En la actualidad, la Máquina de fundición a presión horizontal de cámara fría se utiliza principalmente en la producción de aleaciones no ferrosas como aluminio, magnesio y cobre, y la aplicación de fundición a presión de metal negro es muy escasa. Máquina de fundición a presión de cámara fría de decenas de toneladas a varios miles de toneladas de fuerza de fundición a presión, la mayor Máquina de fundición a presión de cámara fría para la producción de 5.500 T de la Máquina de fundición a presión Miller Wanjiatun alemán.
1.4 Características de las máquinas verticales de fundición a presión:
La Máquina de fundición a presión vertical tiene menos gas involucrado en el proceso de inyección hidráulica de metal; es conveniente establecer el sistema de fundición central; problemas de mantenimiento y operación, el proceso de producción tiene procedimientos de corte e introducción de torta de material, la eficiencia de producción es baja; principalmente máquinas pequeñas y medianas, el proceso de producción es menor; en la actualidad, la Máquina de fundición a presión vertical se utiliza principalmente para la producción de fundición a presión de productos especiales como el rotor del motor. Con la mejora continua del rendimiento de chorro de presión de la Máquina de fundición a presión de cámara fría de recámara, con el fin de mejorar la eficiencia de producción, el rotor del microordenador se ha producido cada vez más por la Máquina de fundición a presión de cámara fría horizontal.
2. elegir las especificaciones de la Máquina de fundición a presión según el producto y el plano de la matriz
2.1 Cálculo de las fuerzas de adherencia
De acuerdo con la selección del producto de la Máquina de fundición a presión, un trabajo muy importante es calcular si se satisface la fuerza de cierre de la Máquina de fundición a presión, la fuerza de cierre de la Máquina de fundición a presión debe ser mayor que la fuerza de expansión producida por el producto durante la fundición a presión. El método de cálculo habitual consiste en multiplicar el área de proyección de la pieza metálica a presión sobre la superficie de separación de la matriz por la presión específica de fundición. Como se muestra a continuación:
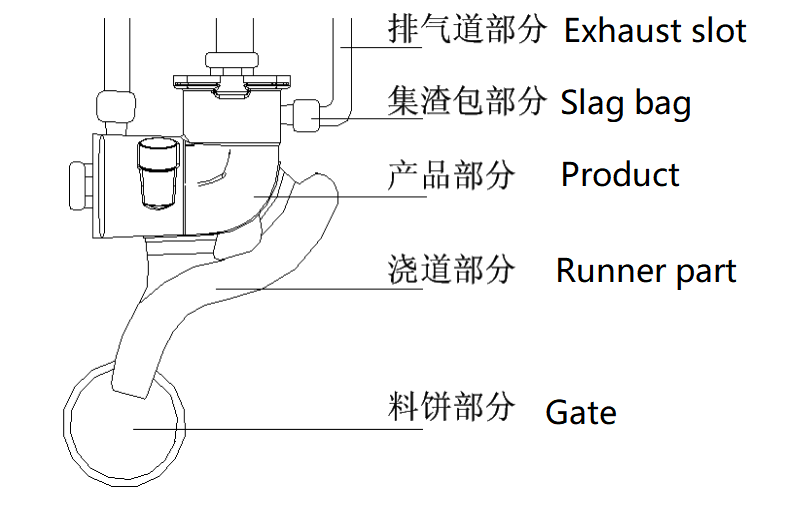
Figure 1
El área de proyección A: incluye el área total del producto, el bebedero, la torta de material y la parte de desbordamiento, como se muestra en la figura 1. Se debe tener especial cuidado de no pasar por alto la parte del conducto de escape. por lo general, 1,2-1,5 veces del área de proyección del producto se toma como el área total de proyección de fundición a presión sin hacer el plan detallado del molde.
La presión específica de fundición a presión Pi, por lo general adopta 400-1000 Kg/cm ², Cuando los productos de fundición a presión requieren resistencia a la presión y evitar fugas, a menudo toman mayor presión específica de fundición a presión.
F=A ×Pi de Extensión
La fuerza de bloqueo del troquel de la Máquina de fundición a presión y la fuerza de expansión deben cumplir con el T ≥K ×F,K del factor de seguridad, generalmente se toma 1.1
En la situación de producción real, los siguientes problemas deben ser considerados en el cálculo de la Máquina de fundición a presión:
1) ubicación de la superficie de separación esquema especial: para los productos mostrados en la figura 2, la longitud 450 mm, anchura 300 mm, altura 200 mm, espesor medio de pared 7, peso del producto 2,1 Kg..

Figura 2
El área de proyección del producto es de 156 cm ², el área de proyección de fundición a presión es 1,5 veces el área del producto, el área de proyección de fundición a presión es de 234 cm ², y el producto requiere una prueba de presión de 2,5 Kg/cm ², por lo que la presión específica de fundición a presión es de 800 Kg/cm ², y la fuerza de expansión es de 184 T,200 máquinas de fundición a presión se puede utilizar para la producción. Si el diseño de la estructura de la matriz de fundición a presión, se encontrará que la Máquina de fundición a presión de 200 T está lejos de satisfacer las necesidades del proceso del producto: la superficie de separación del producto se encuentra exactamente en el área de proyección del producto de la sección más pequeña, la cavidad es más profunda, es necesario considerar la estructura de escape completa, por lo tanto, el área de proyección de la Máquina de fundición a presión es mucho más grande que el área de proyección del producto, casi 3 veces el área de proyección del producto; el tamaño de la forma del producto, con el tirón del núcleo de dos lados, es necesario que la Máquina de fundición a presión tenga una gran separación de la columna guía; de acuerdo con el peso de fundición del producto, se calcula el grado de llenado de la cámara de presión, el diámetro de la cámara de presión se selecciona Ø90mm; la cavidad del producto es más profunda, y se necesita la gran energía de llenado para garantizar la calidad del producto. Después de considerar los factores integrales anteriores, la selección final de la producción de la Máquina de fundición a presión 650 T.
Una gran desviación entre el centro de 2) la fuerza de eyección de presión y el centro del equipo:
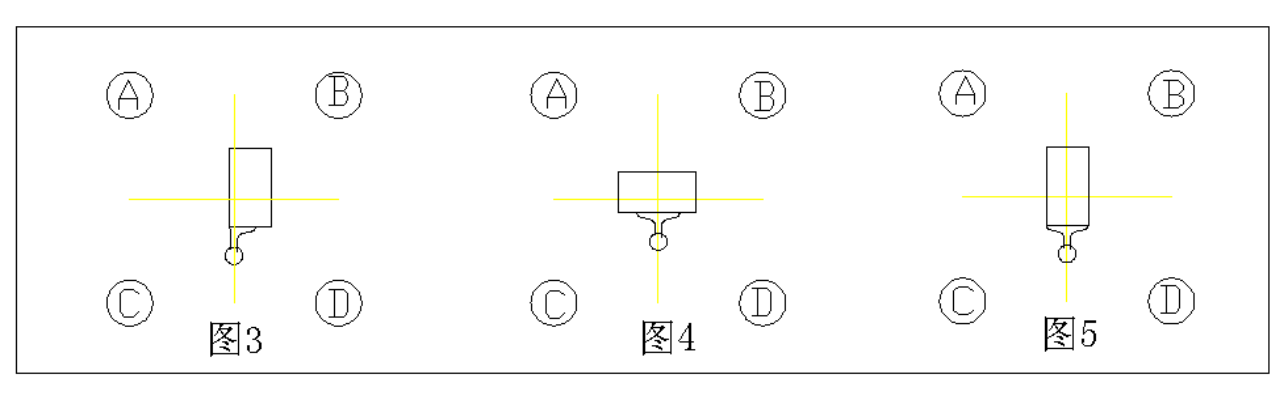
Como se muestra en el diagrama anterior, para los mismos productos rectangulares de fundición a presión, al adoptar diferentes esquemas de proceso, la fuerza resultante puede ser básicamente la misma, pero la distribución de la fuerza en los cuatro postes guía es desigual, y la fuerza de troquelado de la Máquina de fundición a presión requerida también es diferente. Utilizando el modo de disposición mostrado en la Fig .4, la distribución de la fuerza ascendente en las cuatro columnas guía es básicamente la misma, y la fuerza de cierre del troquel requerida es la menor; utilizando la estructura mostrada en la Fig .3, la columna guía B soporta la mayor fuerza ascendente, y la fuerza de cierre del troquel seleccionada debe ser más de cuatro veces la de la columna guía B, de lo contrario, se generará el riesgo de expulsión de la aleación de la esquina superior derecha del molde. Utilizando la estructura mostrada en la Fig .5, la fuerza de expansión de la columna guía A、B es mayor que la de la columna guía C、D, y la fuerza de cierre de matriz seleccionada debe ser más de cuatro veces la de la columna guía A o B para soportar la fuerza de expansión, de lo contrario, se generará el riesgo de eyección de aleación desde la parte superior del molde. En la figura anterior, la fuerza de modo requerida para la estructura de la figura 3 es la mayor, y la fuerza de modo requerida para la estructura de la figura 4 es la menor. Cuando la excentricidad del centro de la fuerza de fundición a presión es grande, la fuerza de expansión que actúa sobre cada poste guía debe calcularse por separado, y la fuerza de cierre de la Máquina de fundición a presión debe seleccionarse de acuerdo con la fuerza máxima del poste guía.
3) la mayor superficie de proyección del núcleo que tira de la corredera (véase la figura 6):
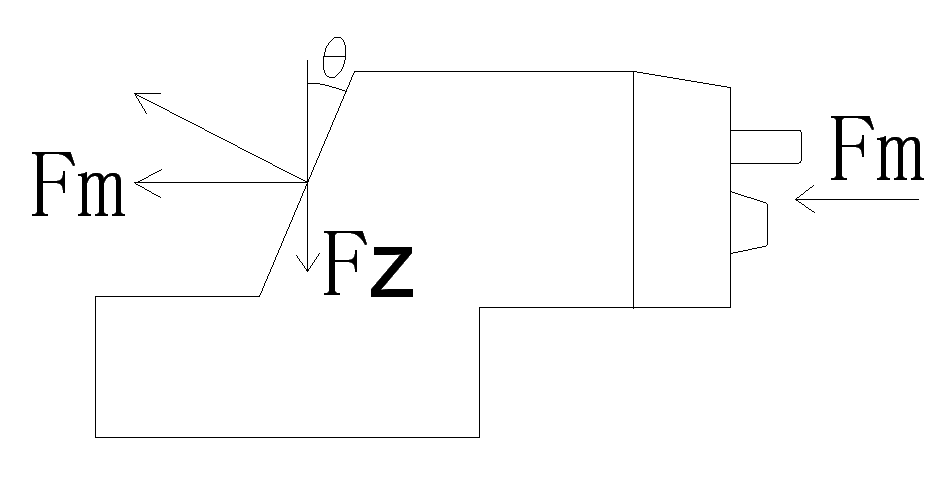
Figura 6
æCuando se produce un arrastre del núcleo de la corredera en el proceso de fundición a presión, el líquido metálico produce un empuje lateral sobre la corredera Fm, Esta fuerza actúa sobre el bloque de cierre y se descompone en fuerza perpendicular a la dirección del bloque de cierre y la fuerza ascendente Fz, Normalmente el ángulo ≤15°, cuando el área de proyección del arrastre del núcleo es muy pequeña, la fuerza ascendente es despreciable. Pero cuando el área de proyección del núcleo tirando es grande, es necesario calcular la fuerza de expansión producida por el núcleo tirando. De lo contrario, producirá una fuerza de cierre insuficiente, el peligro de retroceso en el proceso de salpicadura de metal y prensado deslizante, lo que afectará a la precisión del producto y Fz=tan ×Fm...æ
Al seleccionar la Máquina de fundición a presión según la fuerza de cierre de la matriz, se debe considerar conjuntamente la estructura de proceso específica de la Máquina de fundición a presión. Se sugiere que no se debe producir bajo la condición de que la fuerza de expansión es mayor que la fuerza de cierre de la Máquina de fundición a presión.
2.2 Confirme los parámetros pertinentes de la Máquina de fundición a presión:
Una vez seleccionada la fuerza de cierre de la Máquina de fundición a presión, suele ser necesario confirmar los siguientes parámetros de la Máquina de fundición a presión de acuerdo con el esquema del molde del producto:
1) Si el espesor de la matriz de fundición a presión está dentro del rango de ajuste efectivo del espesor de la matriz de la Máquina de fundición a presión;
2) Si la carrera de apertura de la Máquina de fundición a presión puede garantizar la salida normal del producto;
3) Si la distancia interior del poste guía de la Máquina de fundición a presión puede cumplir con la instalación del tamaño del contorno exterior de la matriz, si la matriz está dentro del rango efectivo de la ranura T de la placa, prestar especial atención para confirmar si el tirador del núcleo u otras partes salientes de la matriz interfieren con el poste guía de la Máquina de fundición a presión y otros órganos subsidiarios;
4) De acuerdo con el espesor de la matriz de fundición a presión, confirmar si la distancia de desenrollado del punzón de la Máquina de fundición a presión puede cumplir con el seguimiento de la torta del producto;
5) Confirmar la distancia de desenrollado de la Máquina de fundición a presión, puede garantizar la necesidad de desenrollado del producto.
6) De acuerdo con el peso de fundición del producto, calcular el grado de llenado de la cámara de presión, seleccionar el diámetro interior de la cámara de presión: el diámetro de la cámara de presión debe mantener la siguiente relación con el peso de fundición:
75% del volumen de metal fundido de la colada/volumen de la cámara de presión (incluido el volumen parcial de la cámara de presión y el manguito de la compuerta de la matriz) x100%≤,
Es decir: para que el volumen de metal fundido sea inferior al 75% del volumen de la cámara, generalmente superior al 75%, la boca de colada antes de ser sellada por el punzón, el metal rebosará por la boca de colada. En general, con un máximo de 60% como estándar, en la producción real, la tasa de llenado de la cámara de presión debe ser considerada no sólo para facilitar la descarga del gas en la cámara de presión, sino también para considerar la pérdida de energía cinética de llenado.
2.3. Calcular si el rendimiento de la Máquina de fundición a presión cumple los requisitos del producto
Para algunos productos a gran escala con requisitos de alto rendimiento, es necesario analizar el diagrama P-Q ² característico del sistema de fundición a presión para calcular si el rendimiento de chorro a presión de la Máquina de fundición a presión seleccionada satisface la demanda de energía de chorro a presión del producto. Cuando se satisface la energía del sistema de chorro a presión, se requiere que el sistema de chorro a presión tenga un buen rendimiento a baja velocidad, rendimiento de aceleración y rendimiento de presurización para las piezas de fundición a presión que requieren ser compactas y resistentes a la presión. Para los productos de paredes finas o de aspecto elevado, se requiere que el sistema de chorro a presión tenga un buen rendimiento de alta velocidad y aceleración.
Según el cálculo de los parámetros anteriores, suele ser posible seleccionar el tipo de Máquina de fundición a presión
3. seleccionar la función accesoria de la máquina de fundición a presión de acuerdo con el requisito de gestión del proceso de producción y el requisito del producto
Con el requisito de la precisión del producto y el peso ligero en los últimos años, la fundición a presión se ha utilizado ampliamente como una tecnología de moldeo de precisión de alta eficiencia. En diferentes entornos, la fundición a presión se ha presentado mayores exigencias, como la ausencia de porosidad, soldadura, tratamiento térmico y así sucesivamente. Con el fin de satisfacer las necesidades de los productos, el sistema de control de la máquina de fundición a presión, el rendimiento de la prensa, la automatización y la tecnología auxiliar se han desarrollado enormemente. Algunas de estas nuevas tecnologías pertenecen a la configuración estándar de la máquina de fundición a presión, algunos pertenecen al dispositivo opcional, en la selección de la máquina de fundición a presión, de acuerdo con las necesidades reales de las empresas y los productos.
3.1 Sistema de cambio rápido de moldes
Para satisfacer las necesidades de múltiples variedades, la producción de lotes pequeños y el intercambio de moldes grandes, reducir en gran medida el tiempo de intercambio de moldes, mejorar la eficiencia de la producción:
1) el dispositivo de prensado rápido de moldes, el sistema de bloqueo automático hidráulico se utiliza para reemplazar el mecanismo original de bloqueo del perno de la placa de prensado de moldes (ver figura 7).


Figura 7. Figura 8
2) el dispositivo de extracción del poste guía, uno o dos postes guía de la parte superior se extraen durante el cambio de molde. Para moldes grandes con arrastre del núcleo del cilindro o anchura horizontal superior a la distancia interior del poste guía, se puede cargar cómodamente sin necesidad de desmontar el cilindro (véase la figura 8).


Figura 9. Figura 10
3) el dispositivo de posicionamiento de colocación del molde, instala la mesa de posicionamiento de colocación del molde o el soporte de carril guía tipo "V" en la máquina de fundición a presión, y realiza el posicionamiento rápido del molde con la brida de la cámara de presión y la placa de tipo durante el proceso de instalación del molde (véase la figura 9).
4)Dispositivo de fijación de la placa C, a través del cilindro hidráulico de la placa C de la máquina de fundición a presión para accionar el movimiento de dislocación de la placa C, se realiza la conexión rápida entre la placa de empuje de la máquina de fundición a presión y la placa de empuje del molde, lo que reduce enormemente el tiempo en comparación con el uso de la conexión de perno de tirante (véase la figura 10).
5) la conexión rápida de la interfaz del cilindro extractor de machos, de la máquina de fundición a presión y de la interfaz eléctrica y de tubería del cilindro extractor de troqueles, todos adoptan el acoplamiento de unión rápida.
Los dispositivos anteriores, excepto la conexión del cilindro de la matriz, están todos conectados con el sistema de control de la máquina de fundición a presión, y la operación de cambio de la matriz se puede realizar operando el panel. Con el sistema de cambio rápido de matriz mencionado anteriormente, el tiempo de cambio de la matriz compleja de la máquina de fundición a presión grande puede acortarse a menos de 10 minutos, lo que tiene un efecto notable en la mejora de la tasa de arranque del equipo.
3.2 Tecnología de visualización y control automático de la corrección de la curva de prensado
En la actualidad, existen tres formas principales de control de la curva de prensado de la máquina de fundición a presión:
1) the open loop control form, the press stroke is usually divided into three stages (slow shot, fast shot, supercharged) or four stage (slow shot, first shot, second shot, supercharged), the speed and pressure of each section are set by electric adjustment or manual adjustment handwheel.
2) the semi-closed-loop control form, people set the pressure, speed, stroke and other parameters of the pressure injection through the control system. the control system detects the actual parameters of the pressure injection process through the sensor and the displacement encoder, displays the actual parameters and the pressure injection curve, and compares the measured value with the set value. the die-casting parameters are corrected by adjusting the opening of the valve in the next die-casting cycle to make it close to the target value. The pressure ejection stroke is controlled in three or more segments (including the last deceleration function), which makes the actual pressure ejection curve closer to the set curve.
3) the form of real-time control, pressure-jet multi-stage control (high-performance die-casting machines abroad have achieved 20-stage control, including terminal deceleration), people can program the parameters of different travel segments. Because of the use of high-precision servo valve, the response speed (up to about 5 ms) is improved. meet the process needs of high performance die castings.
3.3 Rendimiento en sobrevelocidad
La velocidad de eyección de presión de aire de la máquina de fundición a presión tradicional suele alcanzar 8 m/s o más de 10 m/s en 4,5 m/s-6m/s, la máquina de fundición a presión de ultra alta velocidad, que no sólo puede realizar el reparto de aleación de magnesio y aluminio, sino también acortar el tiempo de llenado debido a la alta velocidad de llenado.
La máquina de fundición a presión de velocidad ultrabaja puede establecer la velocidad multietapa en el rango de baja velocidad de 0,05-0,7 m/s, realizar el llenado de flujo laminar del producto, reducir el contenido de gas interno, y puede producir fundición a presión de alto rendimiento con tratamiento T6. Generalmente es adecuado para la fundición a presión con estructura relativamente simple y espesor de pared grueso.
3.4 Unidad local de venta de compresores de presión
Se utiliza principalmente en las piezas en las que el espesor local de la pared del producto es grande y fácil de producir contracción y defectos de contracción. Mediante la presurización y compactación de las piezas entre el final de la presurización y la solidificación del producto para obtener la fundición a presión densa, actualmente se requieren los conectores de automóviles con altas propiedades mecánicas. Tales como: soporte del motor, soporte del volante y otros productos son ampliamente utilizados.
3.5 Función de pulverización con extracción del núcleo
En el pasado, la operación de extracción de machos de la máquina de fundición a presión está en la posición de extracción cuando se pulveriza, y algunos machos se entierran en la cavidad del molde en este momento, y no se pueden pulverizar, especialmente para la extracción de machos con un tamaño de conformación largo y un efecto de enfriamiento deficiente, lo que es especialmente fácil de causar adherencia y tensión del producto, y acortar la vida útil del macho. Cuando se utiliza la función de pulverización de extracción de machos, la señal de control de extracción de machos está conectada con la señal de la máquina de pulverización, que se puede ajustar después de sacar el producto, antes de la acción de pulverización, el cilindro de extracción de machos se empuja hacia fuera, y la extracción de machos vuelve después de la pulverización, con el fin de mejorar el desmoldeo y el efecto de enfriamiento de la extracción de machos.
3.6 Sistema de gestión de la producción y función de diagnóstico a distancia
La máquina de fundición a presión actual proporciona gestión de la producción, almacenamiento de parámetros de proceso de producto, visualización de fallos y funciones de gestión de calidad: puede registrar el lote y la cantidad de producción de productos; almacenar los parámetros de proceso de diferentes productos (moldes) para la siguiente llamada de producción, garantizar la consistencia de la producción y reducir el tiempo de ajuste; visualización en tiempo real de la máquina de fundición a presión y la información de los equipos periféricos (advertencia, fallo, estado, error) y proporcionar consejos de servicio y mantenimiento; registrar información sospechosa o mala del producto de acuerdo con la desviación de los parámetros reales de fundición a presión en comparación con los parámetros establecidos. Además de proporcionar a los usuarios información de referencia oportuna en el proceso de producción, las máquinas de fundición a presión de control en tiempo real extranjeras también tienen la función de diagnóstico remoto: (1) diagnóstico de fallos a través de líneas telefónicas; (2) el software puede realizar la actualización remota.
3.7 Unidades de producción totalmente automatizadas
La unidad de producción automática de fundición a presión consiste en integrar el sistema de control automático de los equipos periféricos, como la alimentación de sopa, la pulverización, la recogida, etc., con el sistema de control de la máquina de fundición a presión, que es fácil y rápido de manejar y puede realizar la producción automática. En los últimos años, el robot industrial servo ha sido ampliamente utilizado en los equipos periféricos de fundición a presión: el pulverizador automático con servo robot tiene el control de la memoria de la curva de pulverización y la cantidad de pulverización multipunto. Debido a que tiene seis ejes de rotación, puede adaptarse a los requisitos de pulverización de la matriz compleja, y la línea consistente y la fiabilidad de la operación de pulverización se mejoran en gran medida. De acuerdo con la información del sistema de control que compara la desviación entre los parámetros reales de la prensa y el valor objetivo establecido, la máquina de recogida del servo robot puede separar y comprobar el producto, y realizar la instalación de la incrustación, el enfriamiento del producto, y el corte automático de bordes con la máquina de corte de bordes de acuerdo con los requisitos establecidos. Debido a la aplicación del servo robot, el grado de control integrado de la máquina de fundición a presión y el sistema de control del equipo periférico es cada vez mayor. En la actualidad, la unidad de producción automática de fundición a presión ha sido capaz de realizar la operación automática sin tripulación de todo el proceso de fundición a presión, detección de productos, corte de bordes, reparación de rebabas, tratamiento de superficies, etc. La eficacia y la estabilidad de la producción están bien garantizadas.
Los anteriores son algunos vínculos que deben tenerse en cuenta desde el punto de vista de la tecnología a la hora de seleccionar la máquina de fundición a presión. Además, a menudo es necesario evaluar la capacidad de producción de la máquina de fundición a presión según el orden del producto. La selección de la máquina de fundición a presión es un trabajo importante en la etapa inicial de la preparación de la producción de fundición a presión, es un trabajo integral altamente técnico, la etapa inicial suele adoptar el modo de predicción, el grado de exactitud y la experiencia práctica tienen una gran relación. La selección de las máquinas de fundición a presión suele seguir los siguientes principios: comprender los tipos y características de las máquinas de fundición a presión, seleccionar las máquinas de fundición a presión de acuerdo con los requisitos de los productos fabricados por las empresas, no sólo para garantizar que los requisitos de rendimiento del producto, sino también para dejar un cierto grado de excedente, teniendo en cuenta los nuevos requisitos de la dirección de desarrollo de productos, y para garantizar una tasa satisfactoria cualificado, la eficiencia de la producción y la estabilidad de seguridad, utilizando las condiciones de proceso más amplio posible para la producción; Si hay más de una máquina de fundición a presión, es necesario considerar que el modelo de fundición a presión (principalmente la fuerza de cierre de la matriz) tenga un cierto gradiente y compatibilidad, tanto para satisfacer las necesidades de producción del producto, como para minimizar el número de modelo y mesa de la máquina de fundición a presión. Con la premisa de garantizar la satisfacción del rendimiento de la máquina de fundición a presión, se consideran sintéticamente factores como el rendimiento de costes, la fiabilidad, la maniobrabilidad, la mantenibilidad y la seguridad de la máquina de fundición a presión.
Los requisitos del producto, la configuración del proceso, los requisitos de gestión y otros vínculos entre las empresas no son los mismos, el énfasis en la selección de la máquina de fundición a presión también es diferente, la selección real de la máquina de fundición a presión, se debe combinar con la situación real, la consideración global. La producción de fundición a presión es una tecnología integral, equipo, molde, proceso, aleación, personal y cualquier otro vínculo es crucial para el impacto del producto, también es poco realista pensar que la compra de una buena máquina de fundición a presión puede hacer un buen producto. Este documento presenta la situación general de la selección de la máquina de fundición a presión, sólo para referencia, si hay un solo lado e inadecuada, por favor, colegas de fundición a presión para corregir.

Contacto: Sean Jiang
Teléfono móvil: +86-13777149766
Correo Electrónico: [email protected]
Whatsapp:+86-13777149766
Dirección: No.6,Wenjing Road,Jintan Economic Development Zone,Changzhou,Jiangsu,China(213200)
We chat

 English
English Russian
Russian Spain
Spain